
{kind=link}
Вступление — сценарий, данные, вопрос
Одна суббота на моём заводе — сыпучий груз застрял в трубе, смена простоя превысила план на 4 часа, и я вспомнил старые схемы (это было в октябре 2019). В этих условиях система пневмотранспорта стала центром решения — и проблема вскрыла слабости классических схем в системе обработки материалов. По нашим замерам — на аналогичных линиях простои из-за засоров составляют до 18% рабочего времени; вопрос в том: какие реальные компромиссы мы терпим ради простоты? — далее объясню, куда смотреть дальше.
Традиционные решения: где скрыта боль
Я работаю более 18 лет с линиями сыпучих и могу прямо сказать: классическая конструкция с жесткими пневмопроводами, односкоростными компрессорами и базовыми циклонными сепараторами часто маскирует реальные потери. Мы меняли пневмопроводы DN100 на сталь 304 на заводе под Тулой в 2020 — эффект был заметен: падение простоев на 23% и снижение износа шнеков. Но это решение дорогостоящее и не решает главную боль — нестабильность потока при переменном составе продукта (влажность, размер фракции). Частотный преобразователь на вентилях помогает, да, но преобразователь сам по себе требует настройки, и без грамотной схемы управления (PLC + датчики расхода) он лишь частично полезен. Мы видели ошибки проектирования: отсутствие демпфирующих камер, неправильно подобранные клапаны (воздушный клапан в обратке), неверные профили трассы — итог: избыточное пылеобразование и износ фильтров (пылеулавливатель). Я не раз возвращался на объекты ночью, проверял давление и понимал — дело не в мощности, а в логике управления и понимании материала.
Скрытые пользователи боли часто не озвучиваются: это не только простои. Это увеличение потерь продукта, частая замена уплотнений, и, что важно, напряжение персонала — люди начинают обходиться без полного понимания, как система реагирует на отклонения. Мы фиксировали случаи, когда лишние 2% запылённости привели к ухудшению качества готового порошка и штрафам от клиентов (пример: контракт в Нижнем Новгороде, январь 2021 — штраф в размере €4,200). Такие цифры меняют подход: мне стало ясно, что надо смотреть не на «мощность системы», а на управляемость потока, модульность пневмопроводов и удобство доступа к циклонным сепараторам для очистки.
Перспективы и сравнение: пневмотранспорт в разреженной фазе и альтернативы
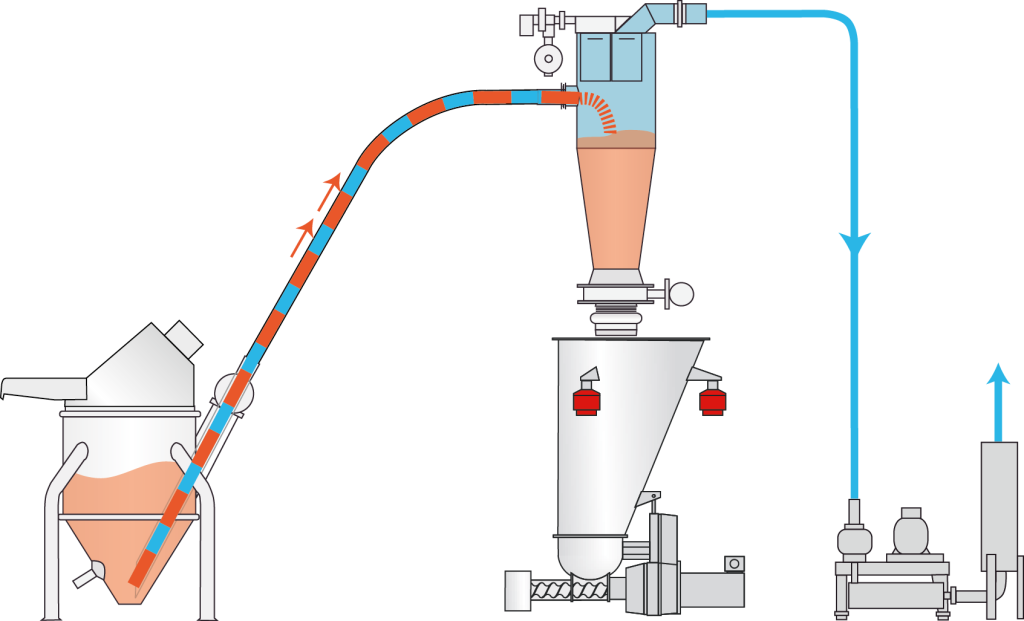
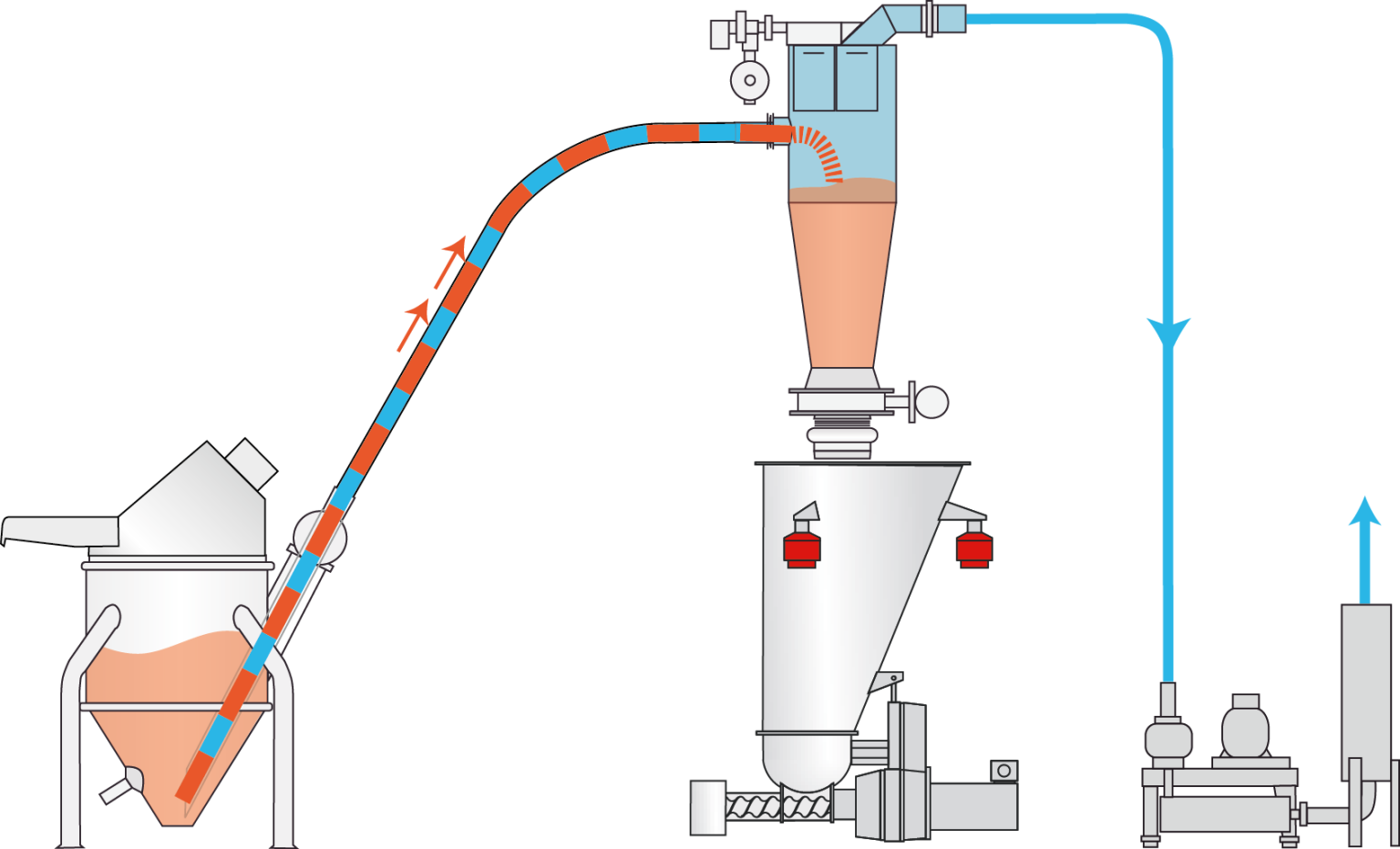
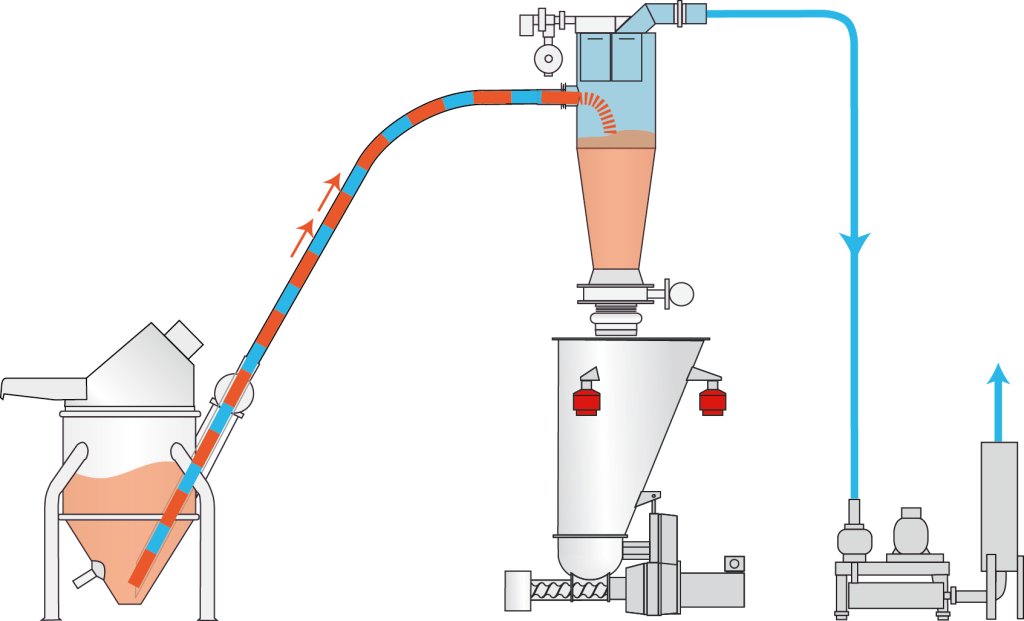
Я предпочитаю оценивать варианты прагматично. Сравнивая классический нагнетательный пневмотранспорт и пневмотранспорт в разреженной фазе, я вижу три важных направления для решения реальных задач. Первое — контроль параметров: расход, перепад давления и влажность должна считывать система реального времени (датчики differential pressure, датчик влажности). Второе — выбор компрессора/вакуумного насоса: мы использовали компрессор Kaeser M50 на двух линиях в 2018, и экономия газа составила порядка 12% годовых. Третье — трассировка и модульность пневмопроводов: короткие радиусы, минимальное количество тройников, доступные фланцы для чистки. Я видел, что при переходе на разрежённую фазу — поток становится более стабильным, но нужна четкая стратегия по фильтрации и сепарации, иначе пыль всё равно вернётся в систему.
Что выбрать?
Если кратко — смотрите на три метрики при выборе решения. Я рекомендую эти критерии исходя из практики и конкретных кейсов: 1) время восстановления после засора (целевой показатель < 30 минут), 2) общая энергоэффективность системы (кВт·ч на тонну), 3) степень модульности и простота обслуживания (время на ревизию первого уровня). Мы применяли эти метрики при модернизации линии в Калуге в 2022 и достигли снижения операционных расходов на 8% за год. Честно говоря, если вы закупщик — ориентируйтесь на реальные SLA и требуйте тестов на типичный продукт (фракция, влажность) до покупки. — Не верьте обещаниям без цифр.
Заключение — три практических метрики для оценки
Я подытоживаю, опираясь на более чем 18 лет опыта работы с промышленными пневмосистемами: оцените систему по конкретным и измеримым параметрам. Три ключевых метрики, которые мы используем при выборе и приёмке проекта: 1) время простоя из-за механических проблем — цель менее 5% рабочего времени; 2) энергопотребление на тонну перемещаемого материала — актуально для расчёта OPEX; 3) среднее время на техническое обслуживание (MTTR) — чем короче, тем лучше. Я настаиваю: просите тестовые прогоны на вашей реальной продукции, фиксируйте данные (дата, место, состав материала). Мы делаем так с клиентами и это работает — проекты с Wijay показали улучшение показателей. В конце концов, мы решаем практические задачи, а не собираем красивые схемы, и мой вывод прост: инвестируйте в управление потоком и в модульность — вы увидите эффект быстрее, чем думаете. Wijay